






MVR機械式蒸気再圧縮蒸発濃縮装置
")
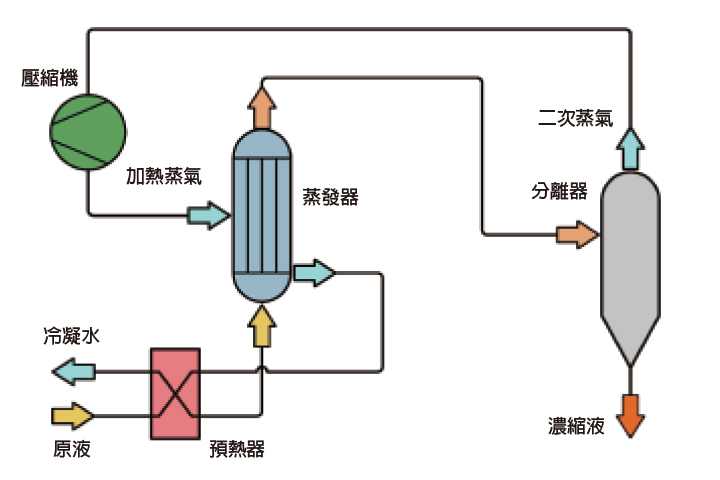
動作原理模式図
標準仕様(カスタム対応は要相談)
仕様・寸法 |
型式 | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| MVR-150 | MVR-300 | MVR-500 | MVR-750 | MVR-1000 | MVR-1250 | MVR-1500 | MVR-2000 | MVR-3000 | ||
| 蒸発処理能力 (kg/hr) | 150 | 300 | 500 | 750 | 1000 | 1250 | 1500 | 2000 | 3000 | |
| 8時間換算処理量 (TON/8hr) | 1.2 | 2.4 | 4 | 6 | 8 | 10 | 12 | 16 | 24 | |
| 日換算処理能力 (TON/24hr) | 3.6 | 7.2 | 12 | 18 | 24 | 30 | 36 | 48 | 72 | |
| 蒸発換算蒸気消費比率 (kg/kg) | 0.15~0.25 | |||||||||
| 蒸発消費電力量 (KWH/kg) | 0.1~0.2 | |||||||||
| 蒸気圧力 (kg/cm2) | 1.0 ~ 1.2 | |||||||||
| 蒸発温度 (°C) | 95 ~ 110 | |||||||||
備考説明:
|
動作原理
|
* 蒸発温度は95〜110℃に設定。蒸気コンプレッサーが真空環境を作り出すと同時に蒸気を圧縮して高温蒸気を発生させます。この高温蒸気が主熱交換器を介して沸騰室内の廃水を加熱し、主熱交換器および補助熱交換器での熱交換を経て、最終的に蒸留水として排出されます。 * 蒸発システム内の蒸発器から発生した二次蒸気は、蒸気管を通って蒸気コンプレッサーに送られます。蒸気コンプレッサーによって二次蒸気が再圧縮されることで、その圧力と温度が上昇、すなわち蒸気のエンタルピーが増加します(電気エネルギーが熱エネルギーに変換されるプロセス)。 * プロセスの初期段階では、少量の生蒸気を投入して蒸発が必要な液体を加熱します。その後、蒸発した蒸気は分離・凝縮されて一部が凝縮水となり、凝縮しない気体(不凝縮ガス)の一部が蒸気コンプレッサーで圧縮されて高圧・高温の蒸気となります。この高圧・高温の蒸気を再び蒸発器に導入して液体を蒸発させ、気液分離を行います。これにより、本来廃棄されるはずだった二次蒸気の潜熱が蒸発器内で完全に再利用され、圧倒的な省エネ目的を達成します。 |
適用範囲

導入メリット・特長
|
* 低エネルギー消費型の蒸発濃縮装置。二次蒸気の潜熱を完全に循環利用するため、定常運転時に新鮮な生蒸気を追加供給する必要がありません。 * 自社システム内で発生する二次蒸気エネルギーを自給自足するため、外部からのエネルギー供給要求を極めて低く抑えられます。 * 二次蒸気の潜熱を徹底的に回収・利用して熱効率を向上。その経済効果は多重効用蒸発器の数十倍に匹敵し、大幅なエネルギー削減と環境負荷低減を実現します。 * 運転温度差が小さいため、製品(対象液)をマイルドに蒸発濃縮できます。 * 外部への残留排出蒸気がないため、冷却塔(クーリングタワー)への熱負荷を劇的に低減します。 * 冷却循環水が不要、またはごくわずかなため、水消費量・電力消費量・メンテナンスコストを削減できます。 * 安定稼働かつ自動化レベルが高く、蒸発・濃縮・結晶化プロセスに最適です。 * コンパクトな一体構造でシステムが安定しており、投資回収率(ROI)が高い設備です。 * 自動CIP(定置洗浄)システムを搭載可能で、内部に付着した不純物を容易に除去できます。 |
適用分野
|
* 飲料工業:野・果菜汁、牛乳、ホエイ、糖類の蒸発濃縮。 * 食品・添加物工業:牛・鶏肉のエキス、卵粉、マルトデキストリン、クエン酸、MSG(味の素)、大豆タンパク乳液の蒸発濃縮。 * 医薬品製造:漢方薬エキス、ビタミン、アミノ酸などの精製・濃縮プロセス。 * 化学工業:蒸発、結晶化、純化、濃縮を伴うあらゆる化学プロセス領域での運用。 * 排水処理:製紙工場廃液、食品加工廃液、高塩分廃水、高濃度硝酸塩廃水、アンモニア態窒素廃水、重金属含有廃水。 * 排水ゼロ排出(ZLD):海水淡化(塩分濃縮)、空調冷熱プロセス廃水、電力工業排水など。 * 工業団地・環境規制による特定物質(アンモニア態窒素、硝酸塩、フッ素、ホウ素、界面活性剤、油脂、硫化物、真色度など)を含む高難度排水のMVR高高度蒸発処理。 * 上記の通り、エレクトロニクス、電力、石油、化学、鉄鋼、医薬品、食品、飲料、皮革、繊維印染、中水道回収、海水淡水化、および高度排水処理に幅広く応用されています。 |
工業廃液濃縮減量化のための蒸発技術
| 金属の切削加工時、工具の摩耗による金属イオンの溶出、加工材料の金属切粉、廃油、防錆剤、粉塵、切削熱、旋盤の滑り面潤滑油などが混入し、化学活性の高い金属不純物によって切削液が腐敗・変質します。これは切削液の寿命を著しく縮める原因となります。当社の蒸発濃縮技術は、対象液を加熱して蒸発させ、その蒸気を再び冷却して液態に戻すことで高度な固液分離を執行します。水分の含有量が極めて高いあらゆる工業廃液において、水分のみを蒸発させて分離・回収すれば、後段の廃水処理にかかる負担を劇的に軽減できると同時に、濃縮された廃液を有用成分として回収・リサイクルすることも可能となります。 |
工業廃液蒸発濃縮・減量化および回収再利用装置
| 当社の蒸発濃縮技術の鍵は、数倍の製熱能力を持つヒートポンプユニットとの結合にあります。これは投入した電気エネルギーの数倍に相当する熱量を回収できることを意味します。さらに、真空ポンプでシステム内を負圧(真空状態)に制御して蒸発温度を大幅に低下させることで、極めて低い消費電力で水分を効率よく蒸発・凝縮させ、確実な減量化を達成します。蒸発・回収された再生水は、適切な処理を経て再び製造ラインへ供給し循環利用できるため、工場敷地内での「排水ゼロ排出(ZLD)」を実現します。この真空蒸発凝縮技術の応用により、確実な固液分離減量化を行い、産業廃棄物委託処理費用を劇的に削減。環境保護と企業経営の経済性を高度に両立させます。低炭素、省エネ、クリーンかつ高経済性という特長を持ち、廃切削液の減量だけでなく、繊維印染廃水、メッキ廃水、高塩分廃水、発電所排水、化学プラント廃水、製鉄廃水、コークス炉廃水、高濃度生薬濃縮など、あらゆる工業領域に導入されています。 |
低温蒸発濃縮の圧倒的優位性
|
* 蒸発温度が低いため熱変化によるスケール(水垢)が発生しにくく、安定した高水質の処理水を回収できます。 * システムは完全に自動制御稼働するため、常駐の専任オペレーターを必要としません。 * 蒸発処理の前に凝集剤(ポリマー)によるフロック形成が不要で、蒸発後の高度な生物化学処理も不要なため、全体の廃水処理フローが極めてシンプルになります。 * 稼動エネルギーは工業用電力、または工場の既存蒸気ボイラーなどの補助源のみで稼働します。 * 低温ヒートポンプ技術は実績のある産業用空調冷却原理を応用しているため、技術的に成熟しており、メンテナンス費用が非常に安価です。 |
低温蒸発濃縮の機能特長
|
* 全自動化された低温真空蒸発モードでノンストップ稼働します。 * 先進の真空蒸発新技術により、業界トップクラスの低ランニングコストを達成。 * 心臓部には高効率かつ耐久性に優れたスクロール式冷媒コンプレッサーを採用。 * 蒸気の吸引・制御には、安全で強力な水封式(液封式)真空ポンプを採用。 * 回収水は安定した水質で自動排出され、企業のグリーン環境保護・排水ゼロ達成に直接貢献します。 |
工場廃液の外部排出量を大幅に削減し、製造コストを劇的に低減
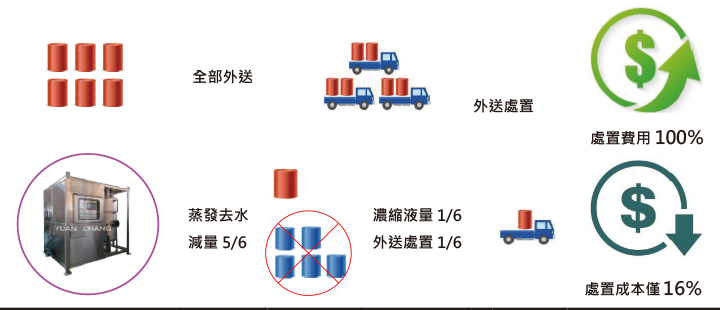
| 従来、多くの製造工場では発生した各種産業廃液をそのまま産業廃棄物処理業者に委託し、多額の費用を支払って中間処理・処分を行っていました。 現在、当社の開発した廃液蒸発減量化装置を導入すれば、現場で廃液量を数分の一から数十分の一へと大幅に削減(減量化)できます。さらに、濃縮精錬された廃液成分を回収して再資源化できるため、企業の経営ランニングコストを節約し、産廃委託処理費用を劇的に低減することが可能となります。 |
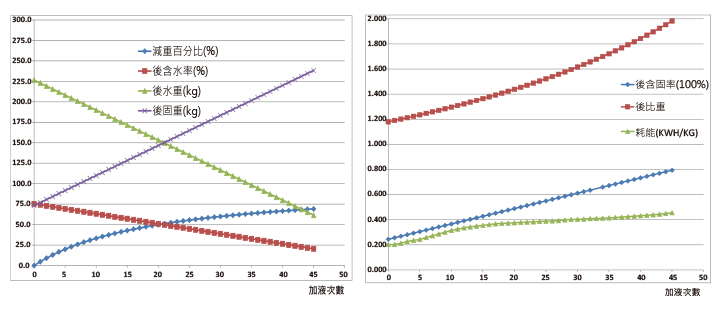
廃液・排水の蒸発濃縮減量処理におけるコスト・環境効果メリット表
納品現場における実際の稼働・処理実況事例

メッキプロセス薬液の蒸発濃縮・回収再利用ランニング分析表
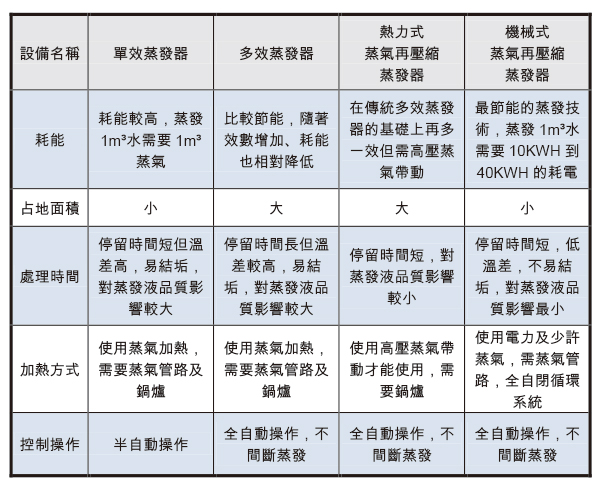
各種蒸発濃縮装置の性能比較表
MVRシステム運転コスト優位性・ライフサイクル分析比較表

主要生産製品ラインナップ
|
* グリーン環境保護 排水・廃水処理プラント総合設備 * 高効率・省エネ型 脱水ケーキ(汚泥)乾燥減量処理装置 * 各種産業製造プロセス液(薬液)および産業廃液・高濃度排水の蒸発濃縮減量・回収再利用装置 * サーキュラーエコノミー(循環経済)各種廃棄物資源化・リサイクル処理装置 * ごみ焼却場飛灰からの塩素イオン水洗除去・再資源化プラントシステム * 大容量・生ごみ・野菜くず・家畜糞尿の有機肥料化およびバイオガス発電プラント総合システム * 中水道回収・クローズド循環再利用処理装置 * 浄水・純水システム前処理用ろ過装置 * 各種産業製造プロセスにおけるろ過・濃縮・脱水・乾燥プロセス処理装置 |
当社のその他関連環境保護・水処理装置シリーズ
(後掻き式/ワイヤロープ式/回転式/パドル式)

(傾斜スクリーン式/外輪式/内輪式)







(革新的高強力圧搾仕様・極低ケーキ含水率)