Evaporation and Concentration Equipment(MVR-150)
Type: MVR-150 Mechanical vapor recompression (for large-scale use in treatment plants)
High-Capacity Applications for Processing Plants
Application Features:
Low-energy evaporation and concentration equipment: Recycles the latent heat of secondary vapor to eliminate the need for fresh steam.
Utilizes the energy of self-generated secondary vapor to reduce reliance on external energy sources.
The latent heat of secondary vapor is fully recovered and utilized, significantly improving thermal efficiency. Its steam economic efficiency is dozens of times higher than that of multi-effect evaporation, thereby reducing energy consumption and pollution.
Enables gentle product evaporation due to the low temperature difference.
Reduces cooling tower load as there is no residual vapor.
Eliminates the need for cooling circulation water, reducing water consumption, electricity consumption, and maintenance costs.
Features smooth operation and a high degree of automation, making it ideal for evaporation, concentration, and crystallization.。
Compact structure and stable system with a high return on investment (ROI).
Equipped with an equipment cleaning system (CIP) to remove adhered impurities.
Application Industries:
Beverage Industry: Evaporation and concentration of fruit/vegetable juices, milk, whey, and sugar solutions.
Food & Additives Industry: Evaporation and concentration of beef/chicken stock, egg powder, maltodextrin, citric acid, MSG, soybeans, and protein emulsions.
Pharmaceuticals: Purification and concentration processes for Chinese herbal medicine, vitamins, amino acids, etc.
Chemical Industry: Applied across various fields including evaporation, crystallization, purification, and concentration.
Wastewater Treatment: Paper mill wastewater, food processing wastewater, saline wastewater, nitrogenous wastewater, nitrate-based wastewater, ammonia-nitrogen wastewater, and heavy metal wastewater.
Zero Liquid Discharge (ZLD): Seawater desalination, HVAC refrigeration/heating, power industry, etc.
Industrial Zone Wastewater Discharge Regulations (8 New Surcharges): Ammonia-nitrogen, nitrates, fluorides, boron, surfactants (pretreatment required), oil/grease, sulfides, and true color—all of which are highly suitable for MVR evaporation treatment.
The above applications are widely utilized in electronics, power, petroleum, chemicals, steel, pharmaceuticals, food, beverages, leather, textile dyeing, water reclamation, seawater desalination, and wastewater treatment.
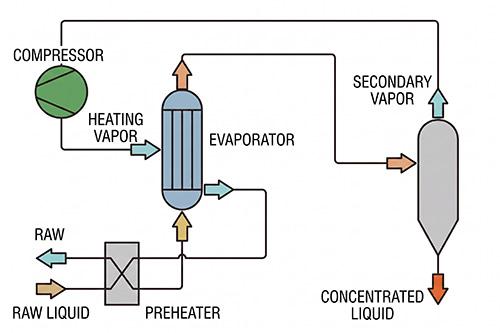
Schematic Diagram of Working Principle
Standard Specifications (Customization available upon request)
|
Model / Dimensions |
MVR-150 |
| Evaporation Capacity (kg/hr) | 150 |
| 8-Hour Processing (TON/8hr) |
1.2 |
| Daily Evaporation (TON/24hr) | 3.6 |
| Steam Consumption (kg/kg) | 0.15~0.25 |
| Power Consumption (KWH/kg) |
0.1~0.2 |
| Steam Pressure (kg/cm2) | 1.0 ~ 1.2 |
| Evaporation Temperature (°C) | 95 ~ 110 |
Notes:
- Capacity Variations: Processing capacity varies depending on fluid composition, oil content, concentration, and impurities.
- Customization: Custom designs are available for non-standard specifications. The company reserves the right to modify designs without prior notice.
- Installation Drawings: Please request actual installation dimensions/drawings at the time of ordering.
Working Principle:
Temperature & Heat Exchange: The evaporation temperature is set between
The vapor compressor creates a vacuum and compresses the vapor to generate high-temperature steam. This steam passes through the primary heat exchanger to heat the wastewater inside the boiling chamber. Concurrently, heat exchange occurs within the primary and auxiliary heat exchangers, condensing the steam into distilled water for discharge.Vapor Recompression: The secondary vapor generated from the evaporator is routed through vapor piping to the vapor compressor. The compressor recompresses the secondary vapor, increasing its pressure, temperature, and enthalpy (a process where electrical energy is converted into thermal energy).
IEnergy Recycling & Efficiency: At start-up, a small amount of live steam is introduced to heat the process liquid. The resulting vapor is separated, and a portion of it condenses into water. Non-condensable gases are then compressed by the vapor compressor into high-pressure, high-temperature steam, which is re-introduced into the evaporator to vaporize more liquid during gas-liquid separation. This process recycles the otherwise wasted secondary vapor, utilizing its latent heat to achieve maximum energy savings.
Applications:
Application Features:
Low-Energy Consumption: Recycles the latent heat of secondary vapor to eliminate the need for fresh live steam during continuous operation.
Self-Sustaining Energy: Utilizes the energy of self-generated secondary vapor, significantly reducing reliance on external energy sources.
High Thermal Efficiency: Maximizes latent heat recovery, delivering steam economic efficiency dozens of times higher than multi-effect evaporation, thereby lowering energy consumption and reducing carbon footprints.
Gentle Evaporation: The low temperature difference ($\Delta T$) ensures a gentle product evaporation process.
Reduced Cooling Load: Eliminates residual vapor, which significantly reduces the thermal load on cooling towers.
Lower Operating Costs: Eliminates the need for cooling circulation water, reducing water and electricity consumption as well as maintenance costs.
High Automation: Smooth operation with fully automated controls, making it highly suitable for evaporation, concentration, and crystallization.
Compact & High ROI: Features a compact structural footprint, system stability, and a high return on investment.
Integrated Cleaning: Equipped with an automated Clean-in-Place (CIP) system to eliminate scale and adhered impurities.
Target Industries:
Beverage Industry: Evaporation and concentration of fruit/vegetable juices, milk, whey, and sugar solutions.
Food & Additives: Evaporation and concentration of beef/chicken stock, egg powder, maltodextrin, citric acid, MSG, soybeans, and protein emulsions.
Pharmaceuticals: Purification and concentration processes for traditional Chinese medicine (TCM), vitamins, amino acids, etc.
Chemical Industry: Applied across various processes involving evaporation, crystallization, purification, and concentration.
Wastewater Treatment: Paper mill wastewater, food processing wastewater, saline wastewater, nitrogenous wastewater, nitrate-based wastewater, ammonia-nitrogen wastewater, and heavy metal wastewater.
Zero Liquid Discharge (ZLD): Seawater desalination, HVAC cooling/heating loops, power generation plants, etc.
Compliance with Industrial Zone Regulations (8 New Discharge Surcharges): Highly effective in treating regulated pollutants subject to stricter industrial zone discharge fees: ammonia-nitrogen, nitrates, fluorides, boron, surfactants (pretreatment required), oil/grease, sulfides, and true color—all of which are ideally processed via MVR evaporation.
Broad Market Versatility: Widely utilized in electronics, power generation, petroleum, chemicals, steel manufacturing, pharmaceuticals, food, beverages, leather tanning, textile dyeing, water reclamation, seawater desalination, and industrial wastewater treatment.
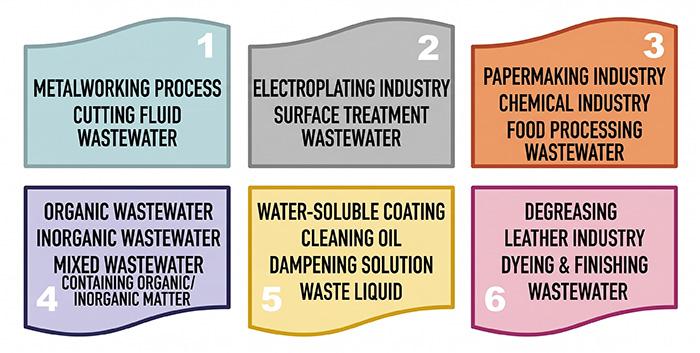
Evaporation Technology for Industrial Wastewater Volume Reduction:
During machining and metalworking, various impurities contaminate the cutting fluid—including metal ions from tool wear, metal debris from workpieces, waste oil, rust inhibitors, dust, and lathe lubricants. Combined with the high temperatures generated during machining, these chemically active metal impurities degrade the cutting fluid, compromising its stability and usability.
Our evaporation and concentration technology applies heat to vaporize the liquid portion and then condenses it back into a liquid state, achieving definitive solid-liquid separation. Since industrial wastewater typically contains a high percentage of water, separating the water via evaporation drastically reduces the volume of hazardous waste, minimizing downstream disposal burdens while concentrating the remaining waste for potential resource recovery.
Industrial Wastewater Evaporation, Reduction, and Resource Recovery Equipment:
The core of this evaporation technology lies in its integration with a heat pump system featuring multi-fold heating capabilities—meaning a single unit of electricity generates multiple units of thermal energy. By utilizing a vacuum pump to lower the system pressure, the boiling point is reduced, allowing wastewater to evaporate and condense under low power consumption to achieve massive volume reduction.
The distilled water recovered from evaporation can be treated and recycled back into production lines, achieving Zero Liquid Discharge (ZLD) within the facility. This vacuum evaporation and condensation technology significantly reduces hazardous waste disposal fees for manufacturers, striking an ideal balance between environmental compliance and economic viability.
Featuring low-carbon, energy-saving, and highly economical operations, this equipment is used not only for waste cutting fluids but also extensively across textile dyeing, electroplating, high-salinity streams, power plants, chemical plants, steel mills, coking facilities, and traditional Chinese medicine concentration.
Advantages of Low-Temperature Vacuum Evaporation
- Low Scaling Risk: Low operating temperatures prevent heavy scale formation, ensuring consistently high distillate water quality.
- Fully Automated: The system runs on a fully automated cycle, requiring no dedicated manual operators.
- Simplified Process: Eliminates the need for pre-evaporation flocculation or post-evaporation biochemical treatment, simplifying the entire wastewater process.
- Standard Utilities: Requires only standard industrial electricity or auxiliary boiler steam.
- Low Maintenance: The low-temperature heat pump technology is derived from proven industrial HVAC principles, ensuring mature technology and low maintenance costs.
Key Features of Low-Temperature Vacuum Evaporation
- Employs a fully automated, low-temperature vacuum evaporation operating mode.
- Next-generation vacuum evaporation technology guarantees exceptionally low running costs.
- Utilizes high-efficiency scroll refrigerant compressors.
- Equipped with a safe, heavy-duty liquid ring vacuum pump for robust vapor extraction.
- Ensures automated, stable discharge water quality, paving the way for ZLD and green compliance.
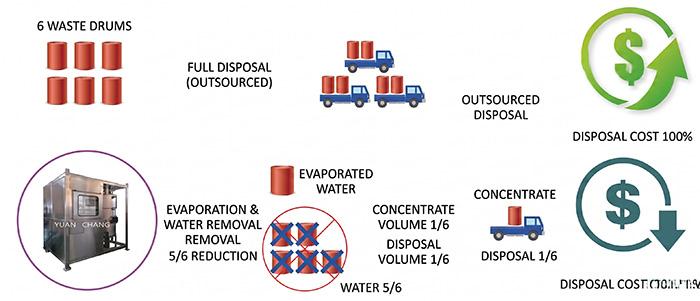
Significant Waste Reduction and Production Cost Savings for Factories
Previously, manufacturing plants directly outsourced hazardous wastewater to third-party waste management firms, incurring high disposal fees. Today, implementing our wastewater evaporation and reduction equipment allows factories to drastically minimize waste volumes while recovering, concentrating, and refining process fluids. This significantly cuts operational overhead and effectively reduces outsourced waste disposal expenditures.
Table: Benefits of Wastewater Evaporation, Concentration, and Reduction:
Case Study: On-Site Equipment Operational Reference:

Analysis Table: Operational Analysis of Electroplating Chemical Recovery via Evaporation:

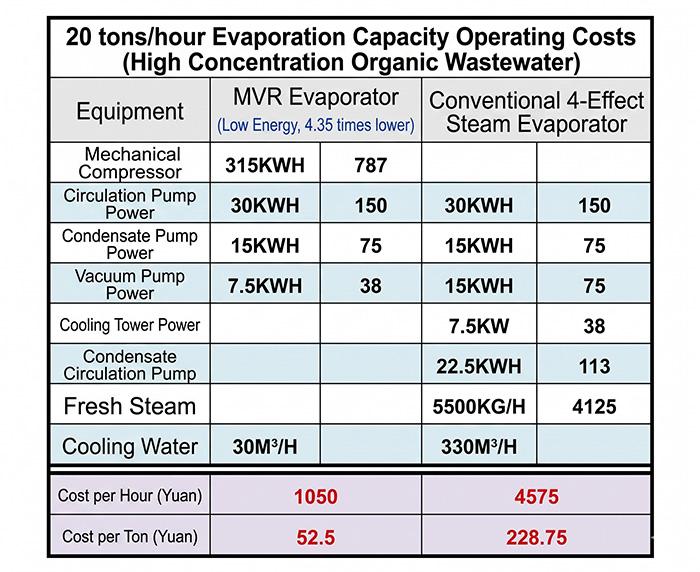
Comparison Table: Evaporation Equipment Performance Comparison:

Cost Analysis Table: Operating Cost Advantages of MVR Systems: